
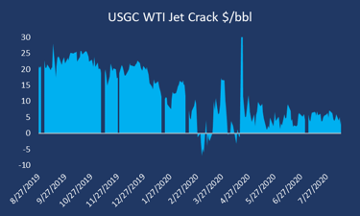
The recent COVID-19 outbreak caused a major disruption to peoples’ movements around the world, resulting in a very sharp curtailment of international air travel. Demand for jet fuel, normally a high value refined product and one of the easiest products to sell, was suddenly at record lows with negative crack spreads recorded in all markets.
Imubit started to get requests from customers along the lines of “How do we run the refinery to produce jet fuel at a lower cost?”. Tough question – two answers:
1. In addition to increasing the crude unit overhead naphtha end point towards the maximum for the catalytic reformer (typically 185°C/365 °F), increase fractionation of the crude overheads heavy naphtha to give knife-sharp separation up to that maximum FBP. In parallel, increase the crude unit kerosene side stripper steam or reboil ratio to ensure that all of the lighter naphtha-type materials go to the tower overhead and get the flash point of the residual kerosene as high as possible. These moves will push the maximum amount of light kerosene boiling material into the reformer and ultimately to the gasoline pool, and leave kerosene material with the highest possible flash point. Reformer catalyst coking will need to be considered as these moves are made as the heavier material will increase octane and coking for the same inlet temperatures.
2. Cut the crude unit diesel stream(s) as deep as the final pool can tolerate, consuming as much of the kerosene into the finished diesel as possible to flash point limits — and ideally a heavy-end specification (cloud point or 90% point) at the same time. If this is still not enough to consume all of the kerosene, make the crude tower work harder to more tightly fractionate the back-end of the diesel cut so that the cutpoint can be increased higher still before hitting the cloud point specification. Verify that the distillate hydrotreating stripper reboil or stripping steam ratio is not set too high, which would drive the lighter kerosene-type material back to the crude unit or other hydrotreaters as wild naphtha.
Still got some residual jet fuel kerosene? There could still be some options left:
3. Reduce the crude feed – this was an option that many refiners were forced to take. However, reducing crude charge opens up capacity on the charge heater (for higher COT/flash zone temperature and potentially reducing pumparounds to improve diesel/residue fractionation), which, through driving to a higher diesel yield at constant quality, may help to consume more kerosene into the diesel pool without having to cut crude rate as far as would otherwise have been necessary.
4. Convert the surplus jet into naphtha or diesel in a hydrocracker – by this stage, hydrocrackers would already be operating in high severity (gasoline mode or naphtha to petrochemicals) or low severity (diesel mode) with minimal jet production. Either could be possible depending on the prevailing economics of the refinery’s location and downstream configuration. With the lower crude runs, space for additional feed will appear in the hydrocracker, opening the opportunity to crack the surplus jet fuel into naphtha or to absorb more of it within the diesel pool and gain an additional fractionation step, driving more of the lighter kerosene molecules out of the diesel pool to run hard against the flash point specification.
5. Some refiners may find that certain tiers of jet production are economic to produce even at ULSD parity or lower prices due to their configuration. An example would be a lack of additional 15ppm hydrotreating capacity, but good cracks and upgrades elsewhere driving the production of this material.
If those balances between the various units are identified and managed effectively, and final diesel product quality is run tightly to flash point and T90/cloud point continuously, then small adjustments of the crude charge rate will help jet production to be eliminated or minimized to economic tiers.
Balancing multi-unit feedrates, several product cutpoints and fractionation objectives, product quality control and adjusting unit severities in real-time is a complex optimization problem, often made more challenging with different parts of the value chain being located on different panels with different board operators. Imubit specializes in solving these type of multi-unit, complex, non-linear, dynamic problems using our proprietary and industry-proven AI-based Deep Learning Process Control platform. Today the challenge is removing jet fuel from production, tomorrow it’ll be something else. The struggle to optimize refineries is real and never ending. We’re happy to share relevant case studies if you’d like to talk.
See imubit.com for more details.


